Veuillez cliquer ici e pour visionner la vidéo :
https://www.youtube.com/shorts/9aEUcIyW3cU
FLUX DE TRAVAIL :
Type de plaque :
Épaisseur du matériau (épaisseur de paroi) : 2,3 à 3,0 mm, épaisseur courante : 2,7 mm


Matériel:
Composants de la machine
| Numéro de série | Nom du produit | Unité | Qté | Remarques |
|---|---|---|---|---|
| 1 | Dérouleur | Ensemble | 1 | Dérouleur hydraulique de 3 tonnes |
| 2 | Machine principale de formage | Ensemble | 1 | Comprenant le réducteur, le réducteur, le mécanisme de guidage et le mécanisme de formage à froid. |
| 3 | Dispositif de cisaillement | Ensemble | 1 | Incluant les fonctions de découpe, de rainurage, de colletage, de comptage et de réglage de la tige d'ancrage. |
| 4 | Dispositif d'alimentation | Ensemble | 2 | Un alimentateur motorisé entraînant un alimentateur non motorisé, vitesse d'alimentation réglable |
| 5 | Trémie de collecte de tiges d'ancrage | Ensemble | 1 | Pour placer les tiges d'ancrage coupées en excès |
| 6 | Système de centrale hydraulique | Ensemble | 1 | Équipée d'un moteur de 7,5 kW et d'une pompe à piston de 25 MPa |
| 7 | Système de contrôle PLC | Ensemble | 1 |
Composé d'un automate programmable, d'un écran tactile, d'un convertisseur de fréquence et d'autres composants électriques ; tous les composants peuvent être installés sur la plateforme Codesys.
|
| 8 | Bras robotisé à structure portique (à double bras) | Ensemble | 1 | Le bras robotisé 1 saisit avec précision les tiges d'ancrage du distributeur et les place à l'emplacement prévu sur l'établi d'assemblage des anneaux. Une fois les anneaux assemblés, le bras robotisé 2 saisit les tiges d'ancrage munies des anneaux et les place respectivement aux postes de soudage 1 et 2. Chaque bras robotisé effectue un mouvement de va-et-vient indépendant, avec une vitesse et une amplitude de déplacement réglables dans les directions gauche, droite, haut et bas. |
| 9 | Établi d'assemblage d'anneaux | Ensemble | 1 | Composé d'un support annulaire et d'un vérin pneumatique, il est adapté à la mise en place de tiges d'ancrage d'une longueur de 1,5 à 3 m. |
| 10 | Machine hydraulique à fabriquer des anneaux | Ensemble | 1 | Capable de fabriquer des anneaux en fil d'acier de φ8 mm ; le fil d'acier utilisé pour la fabrication des anneaux doit être un fil étiré à froid (cercle parfait) avec une erreur de diamètre inférieure à 0,02 mm (2 mils). |
| 11 | Moules pour machines à fabriquer des bagues | Ensemble | 6 |
Moules pour fil de 8 mm de diamètre, spécifications comme suit :
|
| 12 | Machine à souder les anneaux | Ensemble | 1 | Machine de soudage automatique d'anneaux avec station A et station B |
| 13 | Trémie de collecte des produits finis | Ensemble | 1 | Pour la mise en place des tiges d'ancrage finies |
| 14 | Mandrin à changement rapide de la machine principale de formage | Ensemble | 5 |
Y compris des moules de profilage pour des profils de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm et 48 mm, avec 6 types de mandrins au total.
|
Principales exigences techniques
Cette machine peut produire des boulons d'ancrage fendus en six spécifications avec des diamètres de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm et 48 mm, avec une production d'environ 2500 boulons d'ancrage finis en 8 heures.
La machine intégrée automatique pour boulons d'ancrage est un équipement de production automatisé intégrant le formage, le colletage, la fabrication d'anneaux, la découpe et le soudage des boulons d'ancrage. Elle se caractérise par un haut niveau d'automatisation, une utilisation simple et une productivité élevée. Ses performances et son rendement sont supérieurs à ceux des lignes de production existantes, chaque unité fonctionnant de manière fiable avec un faible taux de panne. Avec de l'acier laminé à froid en bande d'une résistance à la traction supérieure à 550 MPa, le rendement maximal est de
4,5 ± 1 pièces par minute
de boulons d'ancrage fendus conformes à la norme MT 285-1992, avec la spécification MF39/40/43/47/48×1800-2400mm, et la longueur est réglable.
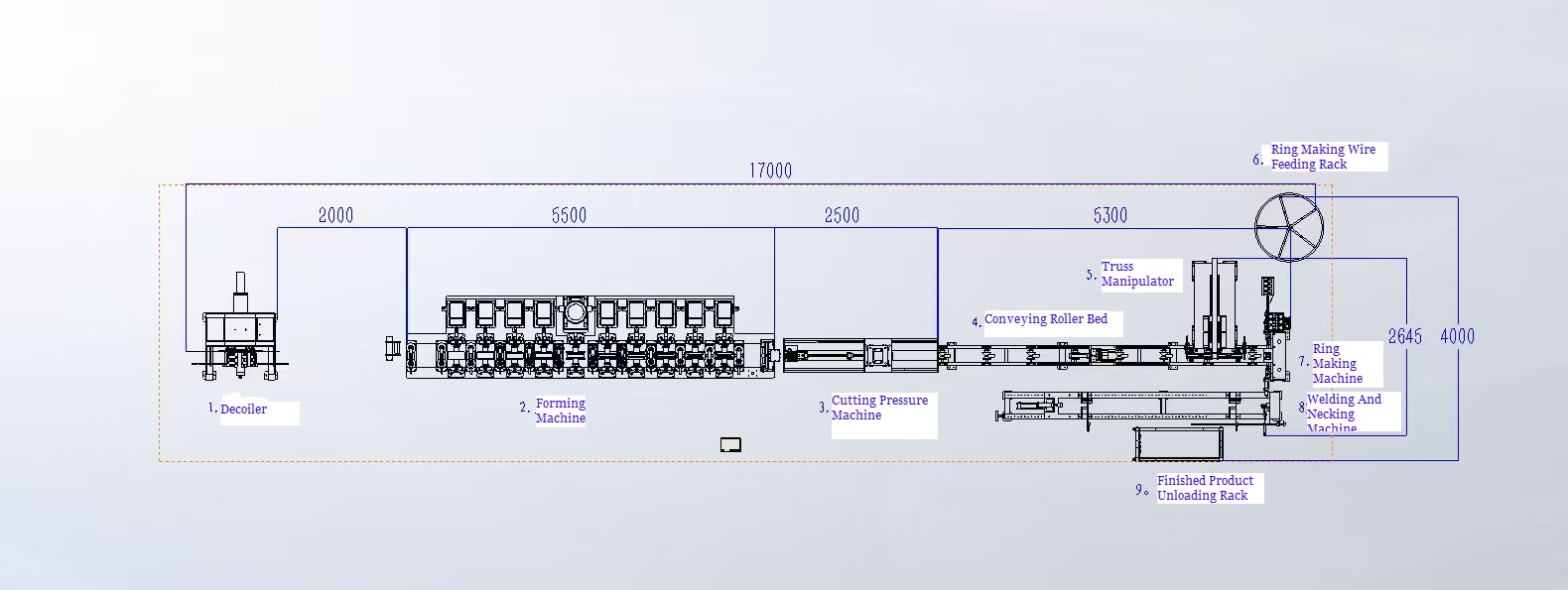
La ligne de production se compose de : dérouleur hydraulique de 3 tonnes → machine de formage de boulons d'ancrage → unité de comptage, de colletage et de coupe → alimentateur → bras robotisé à structure portique → établi d'assemblage d'anneaux → machine à fabriquer des anneaux → machine à souder les anneaux → armoire de commande principale → composants hydrauliques → trémie de collecte des produits finis.
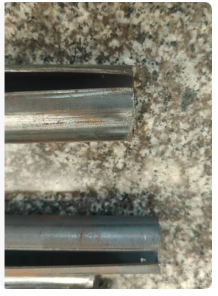
La bande d'acier est introduite dans la machine de formage et est laminée en dix passes pour produire des corps de boulons d'ancrage disponibles en six spécifications, de diamètres respectifs de 39 mm, 40 mm, 43 mm, 44 mm, 47 mm et 48 mm. La tige principale du boulon d'ancrage a un diamètre de 70 mm et possède un filetage à gauche et à droite. Les deux extrémités du rouleau sont équipées de doubles écrous et rondelles de blocage afin d'empêcher tout desserrage. Entraînée par un moteur asynchrone triphasé de 15 kW, la puissance est transmise à chaque arbre de formage via un boîtier de distribution après réduction, garantissant ainsi une puissance équilibrée et une vitesse synchrone pour chaque arbre. Une télécommande sans fil permet le démarrage et l'arrêt de la machine.
La méthode de coupe est la coupe hydraulique à guidage linéaire. Le chariot de guidage est installé sur le rail de guidage linéaire du bâti, et un dispositif hydraulique de coupe et de colletage est monté sur le chariot. Le compteur envoie des instructions au dispositif de coupe ; le boulon d'ancrage pousse le chariot vers l'avant le long du rail de guidage linéaire, et la matrice de coupe suit le corps du boulon jusqu'à la longueur définie, conformément aux instructions, pour le couper et le colleter. Un servomoteur entraîne la vis à billes pour ramener le chariot à sa position initiale ; les corps de boulons coupés et colletés roulent dans la goulotte d'alimentation, et celle-ci les guide automatiquement vers l'emplacement réservé.
Dès réception du signal de mise en place du corps de boulon transmis par la position réservée de l'alimentateur, la pince 1 du bras robotisé à structure portique saisit le corps de boulon et le dépose sur le poste d'assemblage de l'anneau, en veillant à ce que l'orientation de la fente du corps de boulon reste inchangée pendant le déplacement. Le bras robotisé effectue un mouvement de va-et-vient pour assurer le transport répété des corps de boulon, avec une vitesse et une distance de transport réglables.
Dès réception du signal de fin de fabrication émis par la machine à fabriquer les anneaux, le préhenseur 2 du bras robotisé à structure portique saisit le corps du boulon et le dépose aux stations de soudage A et B de la machine à souder les anneaux, en veillant à ce que l'orientation de la fente du corps du boulon reste inchangée pendant le déplacement. Ce bras robotisé effectue un mouvement de va-et-vient pour assurer le transport répété des corps de boulon, avec une vitesse et une distance de transport réglables.
Établi d'assemblage d'anneaux
: À réception du corps de boulon livré par le bras robot 1, le vérin pneumatique le pousse dans la position réservée de la machine à fabriquer les anneaux pour un assemblage rapide des anneaux.
Support d'alimentation en fil
:
L'ensemble du faisceau de fil étiré à froid de 8 mm de diamètre (matériau : Q195, erreur de rondeur inférieure à 0,02 mm) est monté sur le support de la bobine d'alimentation du fil, et le fil étiré à froid est tiré manuellement et inséré dans le rouleau d'alimentation de la machine à fabriquer les anneaux.
Machine hydraulique à fabriquer des anneaux
:
Composée d'un dévidoir, d'un servo-alimentateur et d'une machine de découpe et de formage hydraulique, cette section redresse la bobine de matière première, la coupe à une longueur prédéfinie et enroule la barre d'acier jusqu'à la position adéquate du boulon d'ancrage, sans la desserrer. La découpe et le cerclage sont assurés par des vérins hydrauliques, tandis que la longueur d'alimentation et les paramètres de cerclage sont contrôlés par un automate programmable et réglables via un écran tactile.
Machine à souder les anneaux
Composée de deux machines à souder CO2, cette installation est équipée d'un établi à double poste (A et B) pour le soudage d'anneaux de boulons. Dès réception du corps de boulon muni d'un anneau en acier, acheminé par le préhenseur 2 du bras robotisé, les postes de soudage (A et B) effectuent un soudage rapide, garantissant des cordons de soudure réguliers et uniformes. Le courant et la tension de la machine à souder les anneaux sont réglables à distance.
Trémie de collecte des produits finis
:
Une fois les boulons d'ancrage soudés déchargés par la machine à souder les anneaux, ceux-ci sont automatiquement acheminés vers la trémie de collecte des produits finis. L'équipement fonctionne en continu sans intervention manuelle.
Console de contrôle
:
Contrôle les processus 1 à 10 et prend en charge le fonctionnement à distance sans fil.
Centrale hydraulique
:
Utilisé par l'unité de découpe hydraulique et la machine hydraulique de fabrication d'anneaux.
Principaux paramètres et données clés de l'équipement
1. Paramètres techniques de l'équipement
1.1 Diamètre de l'arbre horizontal : φ70 mm
1.2 Hauteur du centre de l'arbre inférieur : 140 mm
1.3 Entraxe de réglage de l'axe vertical : 135-160 mm
1.4 Espacement entre les axes horizontaux avant et arrière : 400 mm
1.5 Diamètre de l'arbre du rouleau vertical : φ25 mm
1.6 Plage de réglage des deux rouleaux verticaux : 90-170 mm
2. Données clés
2.1 Vitesse de formage : 4 à 12 m/min, réglable
2.2 Moteur rotatif principal : 15 kW
2.3 Réducteur : K107
2.4 Puissance du moteur de la station de pompage hydraulique : 7,5 kW
2.5 Épaisseur de laminage de l'unité : 2,7 mm pour les bobines de feuillard d'acier Q195-Q355
2.6 Longueur fixe : 1,8 à 2,4 m
2.7 Cadence de production de boulons d'ancrage par minute : 4,5 unités ±1
2.8 Bras robotisé à structure portique : 1 ensemble (2 stations : A, B)
2.9 Machine hydraulique à fabriquer des anneaux : 1 ensemble
2.10 Unité de soudage annulaire : 1 jeu
| NON | NOM DE LA MACHINE | UNITÉ | Qté | REMARQUES | PHOTOS |
| 1 |
Support d'alimentation à tension hydraulique
|
Ensemble | 1 |
y compris la centrale hydraulique
|

|
| 2 |
Machine principale de formage des boulons d'ancrage
|
Ensemble
|
1 |
Incluant un jeu de plaques à changement rapide de spécifications
|

|
| 3 |
Unité de découpe et de colletage
|
Ensemble
|
1 |
y compris la centrale hydraulique
|

|
| 4 |
Support de transport de tiges d'ancrage
|
Ensemble
|
1 |
3,5 m de longueur
|

|
| 5 |
Armoire électrique
|
Ensemble
|
1 |
Pour l'ensemble de la chaîne de production
|
|
| 6 |
Bras robotisé à structure portique
|
Ensemble
|
1 |
Comprenant deux unités : levage et convoyage
|

|
| 7 |
Machine automatique hydraulique à fabriquer des anneaux
|
Ensemble
|
1 |
Comprenant un jeu de moules de spécification et un établi d'assemblage d'anneaux
|

|
| 8 |
Machine de soudage automatique d'anneaux (double poste)
|
Ensemble | 1 |
Y compris deux machines à souder Panasonic 350
|

|
| 9 |
Trémie de collecte
|
Ensemble | 2 |
-
|

|
| 10 |
Moules pour machines à fabriquer des bagues
|
Ensemble | 1 |
-
|
|
| 11 |
Plaque à changement rapide
|
Ensemble | 1 |
Pour boulon d'ancrage fendu de 39 mm de diamètre
|
|
| 12 |
Plaque à changement rapide
|
Ensemble | 1 |
Pour boulon d'ancrage fendu de 40 mm de diamètre
|
|
| 13 |
Plaque à changement rapide
|
Ensemble
|
1 |
Pour boulon d'ancrage fendu de diamètre 43 mm
|
|
| 14 |
Plaque à changement rapide
|
Ensemble
|
1 |
Pour boulon d'ancrage fendu de diamètre 44 mm
|
|
| 15 |
Plaque à changement rapide
|
Ensemble
|
1 |
Pour boulon d'ancrage fendu de diamètre 47 mm
|
|
| 16 |
Machine à fabriquer des bagues semi-automatique en option
|
Ensemble
|
1 |
Y compris un dérouleur de barres d'acier
|

|
| 17 |
Machine de soudage annulaire semi-automatique (monoposte)
|
Ensemble
|
1 |
113 000 ; comprenant une machine à souder Panasonic 350
|

|
| 18 |
Boulon d'ancrage supérieur
|
pièces | 1 |
Type T
|
|
| 19 |
Boulon d'ancrage inférieur
|
pièces | 1 |
-
|
|